سوهان کاری، حرفه ای تخصصی
دانش پژوهان عزیز، یکی از مهارت های پرکاربرد که در بسیاری از پروژه ها مورد استفاده قرار می گیرد، مهارت سوهان کاری است که در زیر توضیحاتی در مورد آن ارائه می شود.
سوهان:
سوهان کاری از روش های براده برداری از روی فلز است و سوهان که در کارگاه های آموزشی بیش از هر ابزار دستی دیگری به کار میآید، ابزار این کار است. سوهان را از فولاد ابزار کربنی با حدود 3/1 درصد کربن میسازند.
بخشهای مختلف سوهان عبارتاند از:
1. دسته که چوبی یا پلاستیکی است ( دستههای چوبی حلقهای دارند که مانع شکافتن چوب در هنگام جازدن دُم سوهان میشود )؛
2. دُم، که بخشی از سوهان است که در دسته فرو میرود؛
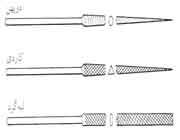
3. آج، که ساده یا چپ و راست است.

از سوهان ساده برای سوهان کاری فلزات نرم ( مانند برنج و آلومینیم ) و از سوهان با آج چپ و راست برای سوهان کاری همه فلزات، به ویژه چدن و فولاد استفاده میکنند.
|
آج |
کاربرد نمونه وار |
|
زبر |
سوهان کاری فلزات نرم، پلاستیک ها |
|
متوسط |
شکل دادن فلزات و پلیسه گیری قطعات ریختگی چدنی |
|
نرم |
سوهان کشی و پرداخت فلزات سخت |
|
بسیار نرم |
سوهان کاری دقیق و پرداخت ظریف |
انواع مقطع سوهان:
سوهان ها با مقاطع مختلف ساخته میشوند که کاربرد آن ها به اختصار به شرح زیر است:
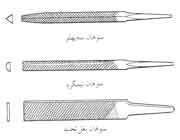
سوهان معمولی: لبه این سوهان ها صاف است و آج ندارد. بنابراین از این نوع سوهان ها برای سوهان کاری کنج هایی استفاده میشود که فقط یک وجه آن باید سوهان کاری شود.
سوهان تخت: برای کارهای عمومی کارگاهی
سوهان چهارپهلو: ایجاد شیارها و شکاف های چهارگوش
سوهان گرد: گشادکردن سوراخ ها و سوهان کاری سطوح خمیده
سوهان سهپهلو یا سهگوش: سوهان کاری کنج های تیز
سوهان بغلتخت: سوهان کاری شکاف های بسیار باریک مثل شیار کلیدها
چگونه سوهان کاری کنیم:
حالت درست دست ها و روش در دستگرفتن سوهان در سوهانکاری از اهمیت بسیار برخوردار است. قطعه باید در ارتفاع مناسب تقریبا"هم سطح با آرنج برای کارهای سبک و اندکی کمتر برای کارهای سنگین رویگیره بسته شود.
فاصله پاها از یکدیگر باید حدود 20 سانتیمتر و زاویه آن ها نسبت بههم باید حدود 90 درجه باشد.
پای چپ نیز باید موازی با امتداد سوهان باشد. دسته سوهان را با دست راست بگیرید بهطوریکه انگشت شست روی دسته و انگشتان دیگر در زیر آن قرار بگیرند.
هنگام سوهان کاری فشار باید در حرکت پیشروی بر سوهان وارد شود زیرا آج ها یا دندانههای برنده رو بهسَرِ سوهان هستند. اگر فشار در حرکت برگشت بر سوهان وارد شود موجب برادهبرداری نمیشود و تنها دندانهها را کُند میکند. وقتی میخواهید سطحتختی را پرداختکاریکنید، بایداز روش سوهان کاری دوطرفه استفاده کنید.
در این روش برادهبرداری چندانی انجام نمیشود و فقط خش های ایجاد شده در نتیجه عملیات سوهان کاری قبلی از بین میرود. در سوهان کاریدوطرفه، سوهان را عقب و جلو میکشید.

نکات ایمنی:
1. سوهان ها را در مقرهای جدا از هم نگهداریکنید و اجازه ندهید به هم ساییده شوند.
2. هرگز فولاد سختسازی شده را سوهان کاری نکنید.
3. از سوهان به جای چکش استفاده نکنید.
4. سوهان را به اسید آغشته نکنید تا دچار خوردگی نشود.
5. مکررا"از برس سوهان استفاده کنید تا آج های سوهان پر نشود.
نکته قابل توجه:
وقتی برادههای حاصل از سوهان کاری، محکم به آج های سوهان میچسبند، میگوییم سوهان پُر شده است.
پرشدن آج های سوهان سبب میشودکه عمق نفوذ آن ها کاهش یابد و خراش های عمیقی روی سطح قطعهکار ایجاد شود. در نتیجه سوهان کار باید مقدار زیادی کار اضافی انجام دهد تا این خراش ها را حذف کند. برای جلوگیری از پرشدن سوهان، از برس سوهان استفادهکنید.
+ نوشته شده در دوشنبه هفدهم اسفند ۱۳۸۸ ساعت 12:54 توسط سمیه بابایی
|
 ثانیا امیدوارم بیشتر بهم سر بزنین .
ثانیا امیدوارم بیشتر بهم سر بزنین .


































